PM-150М ·
PM-300 ·
PM-300M ·
PM-301 ·
PM-302 ·
PM-303 ·
PM-304 ·
PM-307

|
| PM-301 - PTA system for automated surfacing of drilling bit legs |
|

The PM-301 PTA system is designed for automated
surfacing of surfacing of drilling bit legs.
Surfacing is carried out by the high temperature constricted arc, formed by the PTA torch with nonconsumable tungsten electrode.
As an additive material the fine-grained powder of wear-resistant, corrosion-resistant and other alloys on Fe, Ni and Co base is used.
Hardware configuration could be changed according
to Customer requests and possible geometrical or technological
peculiarities of surfacing.
The special PP-21-01 PTA torch was developed for the
PM-301 PTA system. It has distinctive small thickness
flat design, which allows to deposit the drilling bit's
supporting surfaces placed sufficiently near the projecture
of the bit leg.
The PP-21-01 PTA torch is functioning
on direct polarity current in the range of 20-150А.
The transfer arc (elecrode - workpiece) is forming
in PTA torch under the normal working conditions.
The pilot arc (elecrode - nozzle) is used for easing
of the transfer arc ignition. The ancillary pilot
arc is stimulated by the ignition unit. The oscillator
and the pilot arc become automatically disconnected
after the full ignition of transfer arc.
The fixing of part in rotator is
providing by the special pneumatic mechanism, placed
at the rotary face-plate.
The rotator is able to incline the pivot axis in
the angle range of 0...90 degrees, which is suitable
for surfacing of the cylindrical drilling bit leg's
part.
|
|

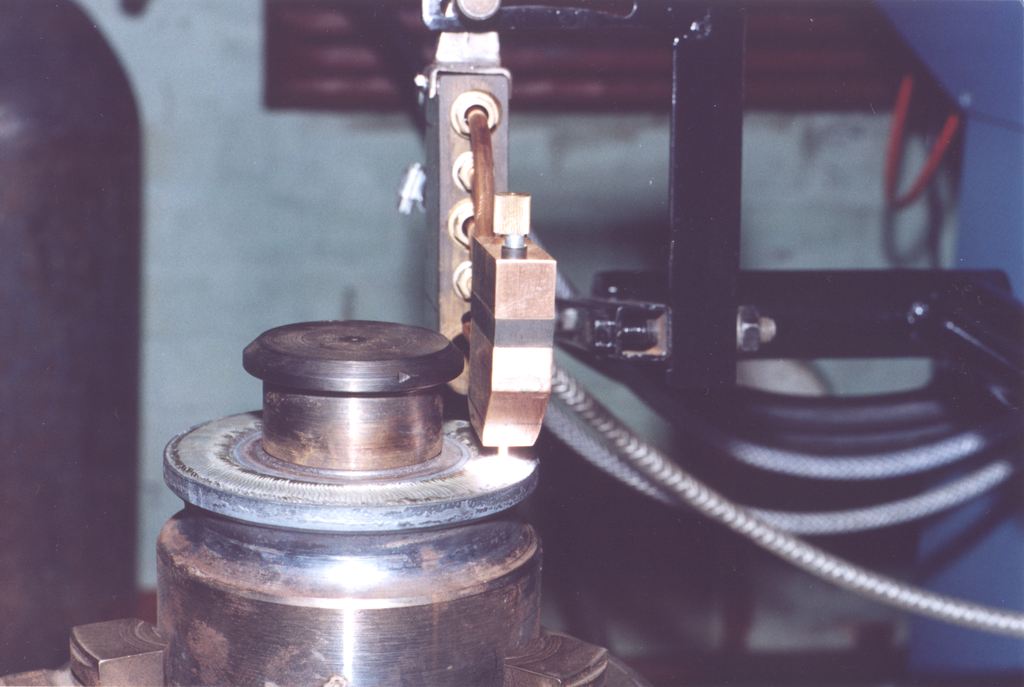
Special pneumatic mechanism for fixing of the drilling bit leg
|
|
PM-301 PTA system consists of:
- surfacing unit with the PP-21-01 PTA torch;
- control box (control system based on PLC);
- remote control station;
- welding power source;
- stand;
- electrically driven turntable;
- rotator with inclining axis;
- water chiller.
|

Drilling bit legs

|
|
PM-301 PTA system technical data
| Mains
voltage and frequency |
3x380 V, 50/60
Hz |
| Transferred
arc current (direct polarity) |
30
- 300 А |
| Plasma,
transport and shielding gas |
Argon,
mix |
| Working
gas flow rate |
< 20 l/min |
| Cooling water flow rate |
> 4 l/min |
| Powder particle size |
63 - 160 mkm |
| Surfacing productivity |
up to 3
kg/h |
| DIMENSIONS (LxWxH): |
|
Stand with surfacing unit |
1450х900х1800
mm |
Control
box |
500х400х1400
mm |
Power
source |
570х300х400
mm |
Water
cooling device |
550х440х340
mm |
| TOTAL WEIGHT |
360 kg |
|
|
Works experiense has shown high effectiveness of
the PM-301 PTA system and stable accuracy of
accepted engineering solutions.
Surfaced sample:

|







