|
- for outside surfacing PP-6-01 ·
PP-6-02 ·
PP-6-03 ·
PP-6-03M ·
PP-6-04 ·
PP-7 ·
PP-7-01 ·
PP-7-02 ·
PP-8 ·
PP-9S
- for inside surfacing PP-12 ·
PP-12-01 ·
PP-14 ·
PP-15
- for special purpose
PP-9L ·
PP-21 ·
PP-21-01 ·
PP-25

| PP-6-02 |
High-productive
PTA torch for deposition of composite alloys with
separate feed of matrix and hardening materials |
|

PP-6-02 PTA torch is designed mainly for surfacing
of composite alloys with separate feed of matrix and
hardening materials but it is possible to deposit
general Fe-, Ni- and Co- based alloys.
It consists of two parts - PTA torch and
holder with vertical disposed coupling.
|
The PTA torch is attached to the holder by four screws.
This permits to connect or disconnect it for service very
quickly.
The PTA torch complete set includes two couples of plasma
and focusing nozzles of different dimensions. Necessary
combination of nozzles is selected according to required
power and concentration of plasma arc (see Table I.).
Pure argon (99,995% Ar) is used as a working gas.
I. Recommended combination of nozzles
| Outlet
size: plasma/focusing nozzle, mm/mm |
Main working parameters |
Powder
particle size, mkm |
| Transferred
arc current, A |
Gas
flow rate, L/min |
| plasma |
transport |
shielding |
matrix
material |
hardening
material |
| matrix
material |
hardening
material |
| 4 / 8 |
80 - 200 |
2,0 |
4,0 |
5,0 |
8,0 |
80 - 200 |
80 - 250 |
| 5 / 9 |
120 - 350 |
2,5 |
4,5 |
5,0 |
10,0 |
80 - 200 |
80 - 250 |
II. Technical data of PP-6-02 PTA torch
| Current of pilot arc,
A |
30 - 50 |
| Current
of transferred arc, A |
50 - 350 |
| Additive powder deposition
rate, kg/h |
1,0 - 8,0 |
| Powder particle size,
mkm |
|
|
matrix material
|
80 - 200 |
|
hardening material
|
80 - 250 |
| Powder losses, % |
<
5 |
| Total gas flow rate (argon),
l/min |
19 - 22 |
| Cooling water flow rate,
l/min |
>
6 |
| Diameter x height, mm |
60 х 260 |
| Weight, kg |
2,7 |
| III. PP-6-02 PTA torch schematic
view |
 |
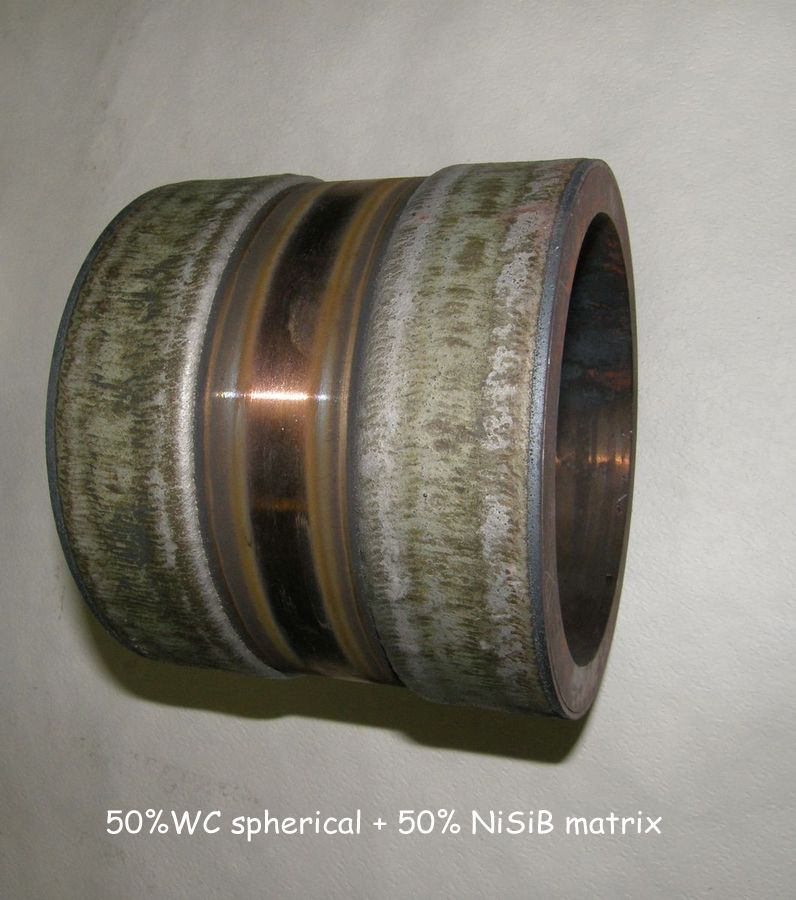
| Example of application |
 |
 |
- for outside surfacing PP-6-01 ·
PP-6-02 ·
PP-6-03 ·
PP-6-03M ·
PP-6-04 ·
PP-7 ·
PP-7-01 ·
PP-7-02 ·
PP-8 ·
PP-9S
- for inside surfacing PP-12 ·
PP-12-01 ·
PP-14 ·
PP-15
- for special purpose
PP-9L ·
PP-21 ·
PP-21-01 ·
PP-25
|





