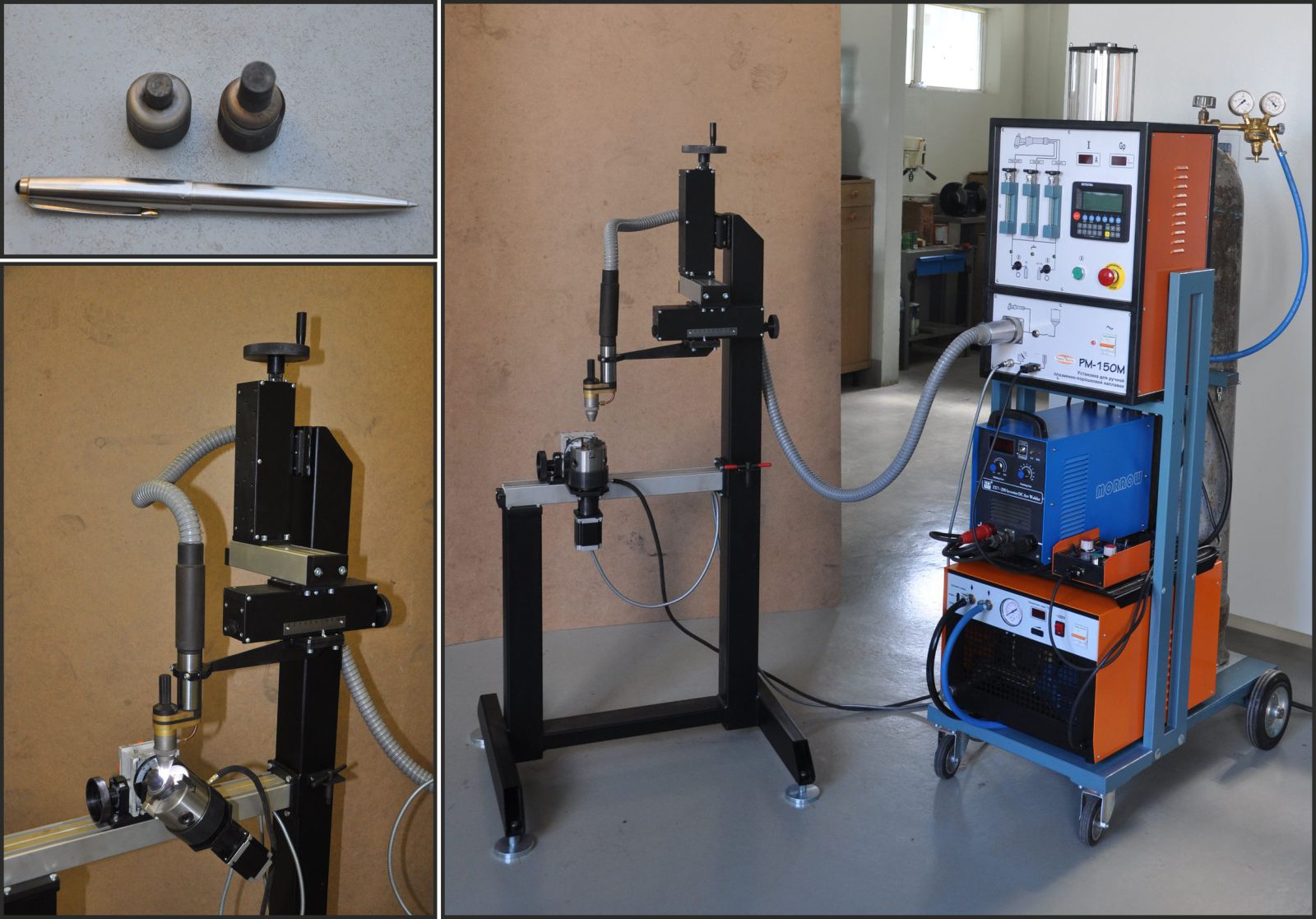
Установка
для ручной и полуавтоматической плазменно-порошковой наплавки - PM-150М (4-е поколение)
Установка PM-150М предназначена для ручной и полуавтоматической плазменно-порошковой
наплавки различных деталей с целью защиты их рабочих
поверхностей от износа, коррозии или придания им специальных
свойств.
Наплавка осуществляется высокотемпературной
сжатой дугой, получаемой в плазмотроне с неплавящимся
электродом. Присадочным материалом служит мелкозернистый
порошок износостойких, коррозионно-стойких и других
сплавов на основе Fe, Ni и Co.
В качестве рабочего газа используется аргон высокой
чистоты. Предусмотрена также возможность использования
смеси аргона с 5% водорода для улучшения защиты сварочной
ванны. Режим работы установки с чистым аргоном или
со смесью газов задаётся оператором с помощью управляющего
микроконтроллера (PLC).
Оперативное управление процессом наплавки осуществляется с дистанционного пульта.
Дополнительно установка может комплектоваться различными плазмотронами,
необходимыми для решения той или иной технической задачи.
Установка выполнена на подвижной платформе, что делает
ее мобильной и удобной в работе.
PM-150М очень эффективна для наплавки сложных криволинейных
поверхностей как при изготовлении новых так и при
восстановлении изношенных деталей.
Состав установки:
блок управления (система управления на базе PLC) с сенсорной панелью оператора 7"
пульт дистанционного управления
ручной плазмотрон PP-25
с коммуникациями (длина 2,5 м)
питатель порошка
блок охлаждения
сварочный источник питания
подвижная платформа
Ручной плазмотрон PP-25
Пульт дистанционного управления
Технические данные PM-150M
Питание установки
1х220(230) В,
50/60 Гц
Ток косвенной дуги
20 А
Диапазон регулирования
тока основной дуги (прямая полярность)
30 - 150
А
Рабочий газ
Ar
(95%Ar + 5%H2)
Общий расход газа
< 15
л/мин
Фракция присадочного
порошка
63 - 150
мкм
Производительность
наплавки
до 3 кг/ч
Проток охлаждающей
воды
> 2 л/мин
ОБЩАЯ МАССА
140 кг
Блок управления обеспечивает:
Программирование сварочного цикла и работы исполнительных
механизмов
Бесконтактный поджиг дуги
Автоматическое отключение косвенной дуги после
зажигания основной
Плавное регулируемое по времени нарастание
тока и порошка в начале наплавки
Плавное регулируемое по времени уменьшение
тока и порошка в конце наплавки
Автоматическое включение косвенной дуги при обрыве
основной
Дистанционное регулирование сварочного тока и
присадочного порошка
Возможность подключения и управления периферийными
устройствами и механизмами (робот, манипулятор, вращатель
и т.д.)
Система управления установки PM-150М выполнена на базе PLC.
Такое техническое решение расширяет технологические
возможности установки, позволяет гибкую переналадку
и использование установки в автоматическом режиме при использовании машинных плазмотронов.
Примеры реализации установки при работе в автоматическом режиме показаны ниже.
Компоновка установки для наплавки малых золотников
Пример установки для наплавки малых золотников для энергетической запорной арматуры.
Компоновка установки для наплавки с использованием робота
Компоновка установки для наплавки клапанов с использованием плазмотрона PP-7
Установка дополнительно содержит вращатель с наклоняемой осью и программируемый
колебатель плазмотрона, закреплённый на штативе с возможностью вертикального перемещения.
На такой установке можно наплавлять торцевые, цилиндрические и конические поверхности различных
негабаритных деталей, например, клапаны двигателей внутреннего згорания, запорной арматуры, золотников, втулок и т.д. Осевое перемещение плазмотрона в пределах 100 мм обеспечивает каретка колебателя.
Управление всеми механизмами установки осуществляется с одного пульта.
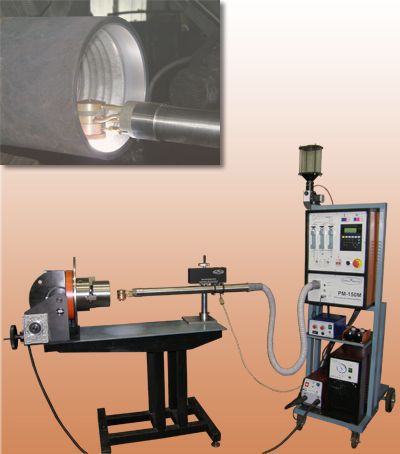
Компоновка установки для наплавки цилиндрических деталей с использованием плазмотрона PP-12
Пример установки для наплавки внутренних поверхностей деталей длиной до 700 мм и диаметром свыше 100 мм.